Close




Download
MVK Thread locking gluing Micro encapsulation precote 80 (red)
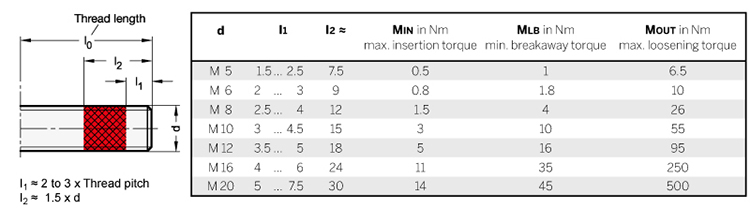
The torque value comply with DIN 267 Part 27. They are based on a test of a thread without preload with a nut thread of 6H at room temperature. For thread lengths l0 < l2, l2 is reduced in such a way that one to two thread turns are not coated at the end of the thread.
Description
The principle of micro encapsulation MVK (gluing) consists of a liquid plastic material and hardener encapsulated in a thin polymer film which is embedded in a lacquer like carrier deposited in patch form an a thread. This patch dries and the component can be stored and handled in a normal manner.
When fitting a bolt with this patch the two capsules will burst under the pressure and friction between the two threads. The liquid plastic material and hardener will mix leading to a chemical reaction which will harden the glue, thus giving the required thread locking.
The setting of the mixture will start after 10 – 15 minutes. Sufficient hardness is achieved after about 30 minutes but complete setting is reached after 24 hours.
Adjustment and setting process must be completed within about 5 minutes.
The thread locking can be cracked by applying the MOUT torque on the thread or alternatively by heating the component over +170 °C. It is not recommended to re-use the thread.
Threads, free from oil and grease give increased strength of locking action.
Components treated with this process can be stored for up to 4 years.
Features
– Thread locking to the highest order to prevent the self loosening and component loss even under vibration. Not suitable for adjustable bolts or screws.
– This security aspect may be essential for certain applications of standard parts. Stockholding of liquid glue is eliminated.
– Low insertion torque
– Temperature resistant from – 40 °C up to 170 °C
– Excellent chemical stability
GPC Tightening with thread coating Precote 5 (white)
Description
Precote 5 is a non-reactive, film-forming emulsion with mineral solids for coating threaded parts.
The coating generates a seal against gases and liquids in threaded parts, both in cylindrical / cylindrical and in cylindrical / conical pairs. Corrosion in the threaded connection is prevented.
The coating is solvent-free, dry and non-sticky. It is non-hazardous for health.
The minimum storage stability in unmounted state is 4 years.
Features
– The sealing coat is a captive element of the locking screw. It saves storing and mounting locking materials.
– The sealing effect sets in after mounting, no curing time is required.
– The friction rating of the thread remains virtually constant, the working-loose torque is low, max. reusable once.
– Sealing effect of thread: cylindrical / cylindrical < 15 bar cylindrical / conical > 50 bar
– Temperature resistance: from – 50 ºC to 180 ºC
– Good chemical resistance, e.g. against oils, water, petrol and solvents
-
Generals
-
1. Plastic materials
- 1.1 Mechanical strength
- 1.2 Thermal resistance
- 1.3 Strength and surface hardness
- 1.4 Resistance to chemical agents
- 1.5 Resistance to atmospheric agents and uv rays
- 1.6 Flame resistance
- 1.7 Electrical properties
- 1.8 Surface finish and cleanability
- 1.9 Compliance with international standards
- 1.10 Competence of Elesa+Ganter technical department
- 2. Metal materials
- 3. Other materials
- 4. Machining tolerances
- 5. Fixed handles
- 6. Assembly measures
- 7. Special executions
- 8. Colours
- 9. Test values
-
10. Technical tables
- 10.1 Conversion tables
- 10.2 DIN 79 Square holes and shafts
- 10.3 DIN 6885 Keyways
- 10.4 GN 110 and GN 110.1 Transversal holes
- 10.5 DIN 13 ISO Metric threads
- 10.6 DIN 228 Cylindrical GAS-BSP threads
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2 Strenght values
- 10.8 DIN ISO 286 ISO-Fundamental tolerances
- 10.9 IP Protection Classification
- 10.10.1 PFB | PRB Thread locking with jamming action Polyamide patch coating/ Polyamide complete coating
- 10.10.2 MVK Thread locking gluing Micro encapsulation precote 80 (red)
- 10.11 Stainless Steel characteristics
- 10.12 Surface treatments
- 10.13 Carbon steel, zinc alloys, aluminium, brass characteristics
- 10.14.1 Duroplast, elastomer, technopolymer and rubber characteristics
- 10.14.2 Duroplast, elastomer, technopolymer and rubber characteristics
- 10.14.3 Duroplast, elastomer, technopolymer and rubber characteristics
- 10.15 Load ratings U-Handles
- 10.16 Load ratings metal hinges
- 10.17 Strength of indexing plungers
- 10.18 Assembly sets GN 965 and GN 968
- 11. Vibration-damping elements
-
1. Plastic materials
- Hygienic design
- Operating Elements
- Clamping knobs
- Control elements
- Rotary controls
- Indexing elements
- Joints
- Transmission elements
- Levelling elements
- Hinges
- Latches
- Toggle, power and hook clamps
- Accessories for hydraulic systems
- Tube clamp connectors
- Castors and wheels
- Magnets
- Conveyor components
- Linear slides
- Vibration mounts
- Vacuum components
- Elastomer springs